总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
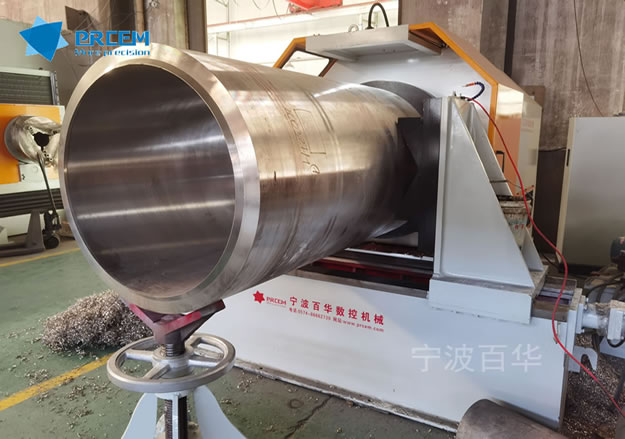
1.管道组对时,应垫置牢固,定位可靠,防止在焊接过程中变形;
2.组对焊接接头前将坡口及其内、外侧表面不小于20mm范围内的铁锈、油污、毛刺清理打磨干净;碳钢管道采用角向磨光机、钢锉进行打磨处理;不锈钢管道采用丙酮、不锈钢丝刷进行打磨处理;
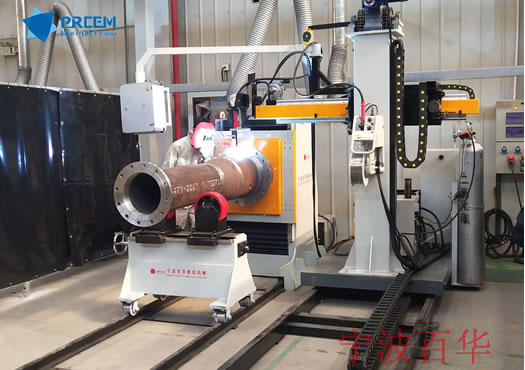
3.对于焊接管道(卷管)必须注意纵向焊缝的位置,确保其与管道开孔位置错开,相邻两管的纵向焊缝要求相隔180°,且置于易检修的部位(不宜出现在底部),严禁出现十字交叉焊缝;
4.管道对口时,应检查组对的平直度,其允许偏差为1mm/m,但全长的最大累计误差不得超过10mm;
5.管道对口时,不得采用强力对口或加热管子的方法消除接口端面的过量间隙、错边与不同心等缺陷;当发现这些缺陷时,应检查相邻或相关管段的尺寸,然后对产生缺陷的管段进行矫正和返工;
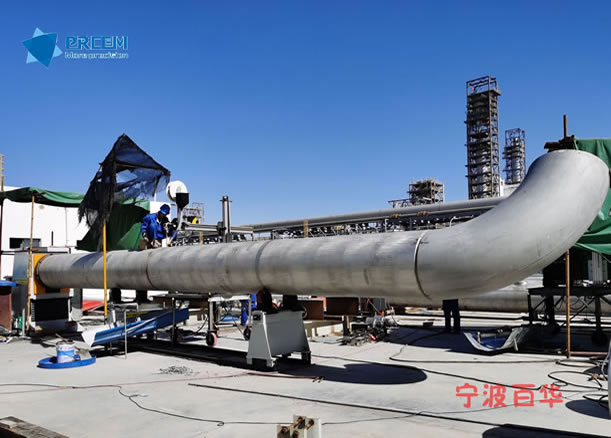
6.直管段上的两相邻对接焊口中心面间距,当DN≥150时,间距不小于150mm;当DN<150时,间距不小于管子外径;
7.管子环焊缝距支、吊架距离不应小于50mm;需热处理的焊缝距支、吊架距离不得小于该焊缝宽度的5倍,且不得小于100mm;

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: