
总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
 产品概述 主要参数
产品概述 主要参数型号规格
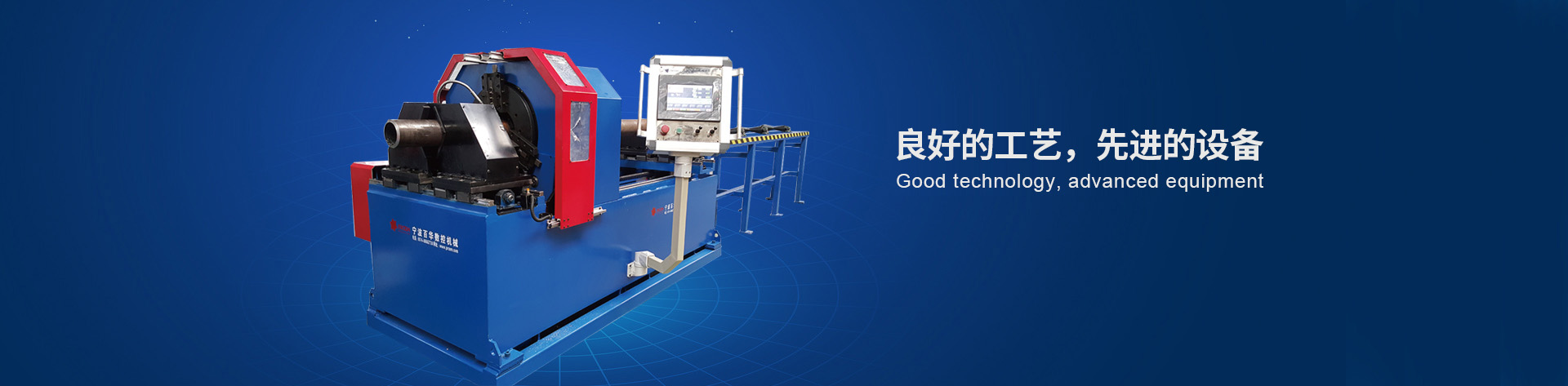
设备简介
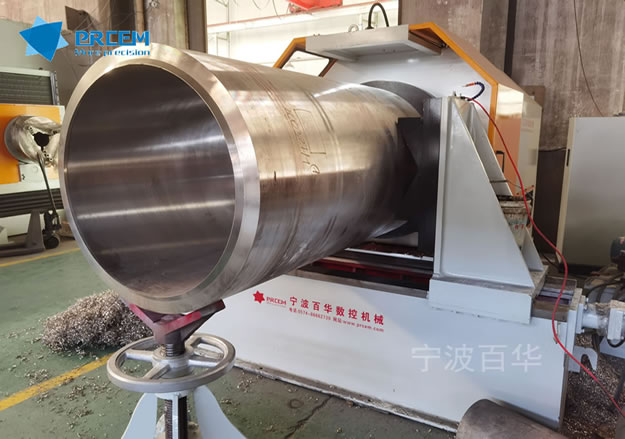
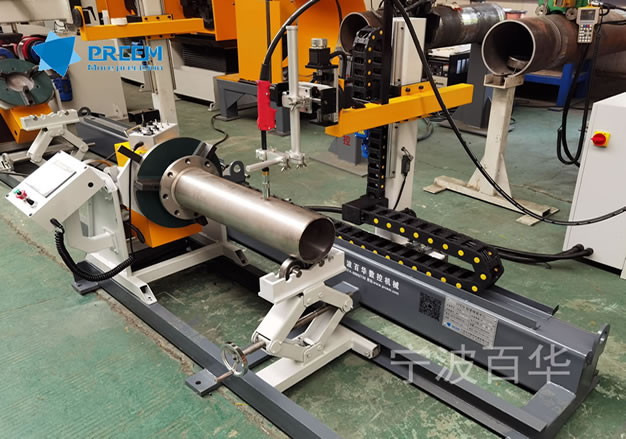
基本加工原理为采用管材夹紧不动,刀盘高速旋转,加工刀具按设定的进刀量层层往里进刀,实现切断和坡口同步加工,同时刀盘上可同时安装三套刀架和刀具,满足各种坡口加工需求,操作简单、智能,主要用于不锈钢、碳钢及合金钢管道的切断和坡口加工,加工时管材从主机中间通孔穿过,在管材切割位置两侧自定心双夹紧,实现切断+双面坡口加工的稳固夹持。
通过PLC数控控制系统结合人机控制界面完成所有加工动作,采用10寸人机界面输入管材加工参数,程序设定后加工过程全自动完成,一个操作人员就可以单独操作多台设备。
另可通过配置物流输送系统、数控定长系统、自动上下料、自动打码标识等辅助系统与加工主机组成生产线进行流水加工作业,并可与工厂MES系统通过以太网连接实现加工数据的互联互通,是目前国内外技术先进、高效的管材切断坡口加工设备。
加工能力
管道端面坡口加工;
管道切断加工;
管道切断+单头坡口同步加工;
管道切断+双头坡口同步加工。
主机性能参数
|
型 号 参 数 |
CTA-6 |
CTA-12 |
CTA-16 |
CTA-24 |
CTA-32 |
CTA-40 |
|
适用管径(mm) |
Φ34-168(DN25-150) |
Φ48-325(DN40-300) |
Φ60-426(DN50-400) |
Φ325-630(DN300-600) |
Φ508-830(DN500-800) |
Φ711-1020 (DN700-1000) |
|
夹爪数量 |
主/副双夹紧 四爪自定心 |
主/副双夹紧 四爪自定心 |
主/副双夹紧 四爪自定心 |
主/副双夹紧 六爪自定心 |
主/副双夹紧 六爪自定心 |
主/副双夹紧 八爪自定心 |
|
主机总功率 |
约13.0KW |
约16.0KW |
约16.0KW |
约20.0KW |
约27.0KW |
约27.0KW |
|
适用材质 |
碳钢、合金钢、不锈钢、双相不锈钢、低温钢、耐热钢、钛合金等 |
|||||
|
加工壁厚 |
不锈钢、合金钢:3-20mm,碳钢:3-25mm |
|||||
|
坡口型式 |
I型、V型,标配切断刀和V型坡口刀,其他形式需订制刀具 |
|||||
|
伺服走刀 |
三菱伺服电机+高精密行星减速机+直线滑轨 |
|||||
|
加工刀架 |
标配:一组切断刀架,两组坡口刀架 选配:两组切断刀架,两组坡口刀架 |
|||||
|
夹紧方式 |
电动多卡爪自定心同心夹紧管材,管材圆周均匀受力,加工薄壁钢管夹紧不变形,同时对椭圆度大的薄壁钢管还具有一定的整圆作用 |
|||||
|
*夹爪层数 |
两层,其中一层装于主机伸缩夹爪上,无需拆卸;机器在加工管径范围内只需拆装一层,采用抽拉式实现快速装卸,更换时间不超过5min |
|||||
|
*可夹持加工最短管 |
250mm,CTA-32和40型:300mm |
|||||
|
*最短成品管 |
50mm(原则上不限制长度) |
|||||
|
机座升降系统 |
坡口机自带电动升降机座,实现加工机头的上下高度调节 由电机减速机+四组丝杠升降机+传动机构等组成 |
|||||
|
机座升降方式 |
根据加工管径四组丝杠升降机同步升降 |
|||||
|
机座升降行程 |
CTA-6:≮150mm,其他规格≮250mm |
|||||
|
机座升降速度 |
≮400mm/min |
|||||
|
进退刀方式 |
伺服电机精确控制刀具快进、工进、空走刀、快退等,具有走刀坐标记忆功能 |
|||||
|
负载进刀速度(工进) |
碳钢≦10mm/min,不锈钢、合金钢≦6mm/min |
|||||
|
进刀量 |
0.05-0.5mm/r |
|||||
|
*空走刀速度 (快进、快退) |
≮300mm/min |
|||||
|
冷切方式 |
切削液循环水冷 |
|||||
|
加工精度 |
坡口端面垂直度≤1mm;光洁度≤Ra6.3,角度偏差≤0.5° |
|||||
|
控制系统 |
日本三菱PLC数控程序自动控制,10寸人机界面输入及显示加工工艺参数 |
|||||
|
*不锈钢、合金钢加工专用程序 |
系统内嵌入我公司开发的不锈钢、合金钢材质专用加工程序,采用“步进式进刀”,在进刀加工的过程中能附加退刀控制实现断屑、排屑,防止铁屑成卷缠绕,同时防止出现卡刀、蹦刀,使刀具寿命较其他切断坡口机提高3倍以上 |
|||||
|
工艺存储、调用 |
可对合适的加工参数进行系统存储,再次加工同种管材可直接调用加工程序,可预设、存储及调用加工程序 |
|||||
|
工艺参数自动搜索、匹配功能 |
智能化的加工工艺参数自动搜索、匹配功能,在选择加工材质并输入管径、壁厚后系统能在数据库中自动搜索并匹配合适的加工工艺参数,防止参数设置错误及误操作 |
|||||
|
管径差异高度调整 |
通过预设管材直径,坡口机可自动调整刀盘中心高度以和加工管材中心对中,满足不同直径的管子加工时高度差异调整 |
|||||
|
设备操作性 |
操作简单,速学速会,仅需设置简要的加工参数即可实现运行加工 |
|||||
|
*选配配置 |
□自动排屑机及回收小车;□管子输送辊道;□原材料管自动上料系统;□成品管自动下料系统;□余料管自动下料系统;□管材存放料架;□管道数控定长输送系统;□短管自动出管机械手臂;□整捆管自动提升上管机 □气动在线打码系统或激光在线打码系统;□工控电脑及套料软件;□MES系统通讯模块,数据采集及接收 |
|||||
|
输入电源 |
三相五线制380V±10% 50HZ |
|||||
※因设备不断升级优化及不同项目的特殊性,以上性能参数根据项目配置可能会有变化,以实际供货设备为准!

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: