总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
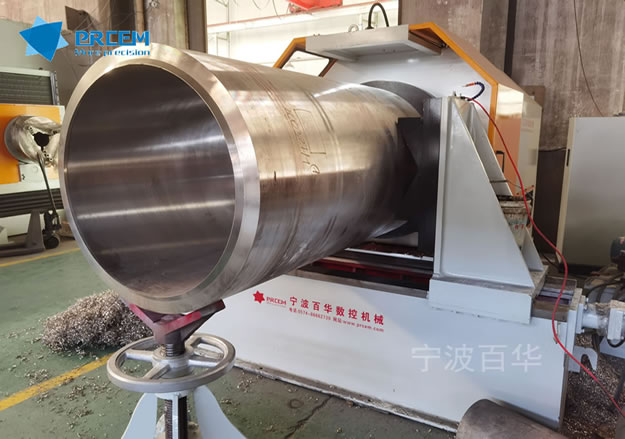
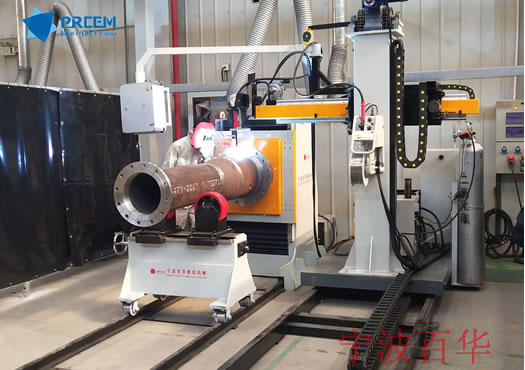
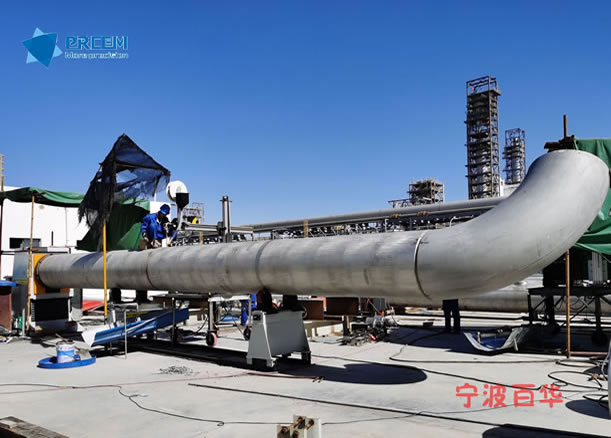
在现场进行管道焊接时,管道节段端口之间的接口和两块厚板之间的接口大体上相同,不同的是需焊接的管道接口包括一个开口根部,在该处管道的端口稍微间隙开。这个开口根部是一个间隙,通常是先将两个管道节段处于对接关系,然后又撤回一个选定的量,以此在接口形成最小的开口根部,由此而产生的一个间隙。重要的是,为了将开口根部焊接起来,需要在管道接口的底部区域的整个厚度上进行高质量的焊接;然而,当在开口根部上布置第一焊道时,不使熔融金属挤进管道节段任何明显距离也是必要的。管道必需得到清理,使一个铸铁块和其他圆柱形装置能够通过管道节段而不会在管道内碰到在第一次对开口根部进行焊接时挤进来的焊接金属。作为另一个考虑,开口根部的焊接热量不能太高,避免造成金属收缩,这样在形成开口根部的间隙中产生缺陷。为了完成对管道开口根部高质量的焊接,同时不会产生明显的熔融金属突出物或金属缺陷,已经采用了利用STT电弧焊机获得的一种类型的短路电弧焊接方法。这种管道焊接方法控制管道焊接过程的初始焊接通道以填充开口根部。虽然这类焊接方法有显著的优点,但是仍需要做大量的研究工作来选择在短路焊接方法中使用的焊条。现己发现,使用STT电弧焊机焊接管道节段之间的接口时,使用带芯焊条有明显的优点;然而,在开口根部通道的焊道是一种独特的焊接挑战。

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: