总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
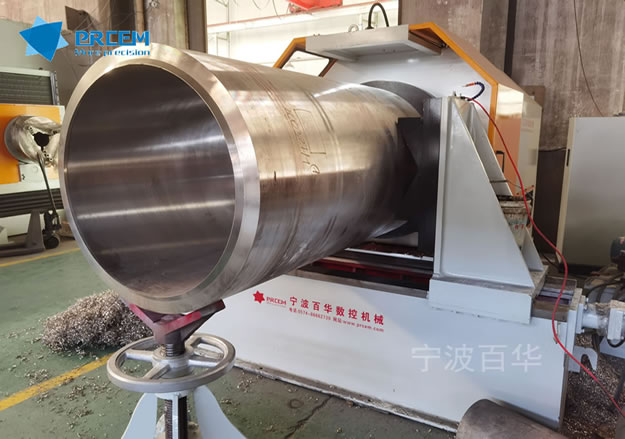
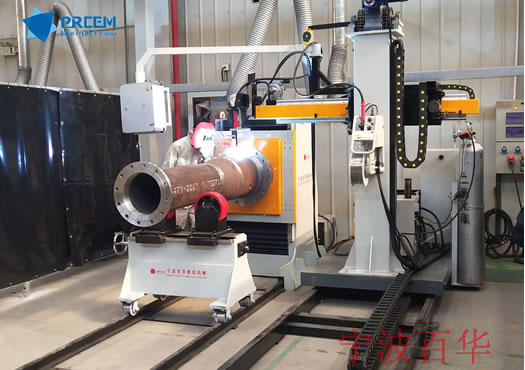
管道焊条电弧焊向下焊技术这里主要指纤维素焊条向下焊的技术,并配备能进行纤维素焊条施焊的焊机(包括交流型和直流型),非常适合野外管道全位置,焊接。除此之外,还有:药芯自保护气体保护焊向下焊、CO2气体保护焊向下焊等方法在管道焊接中逐步得到广泛应用。
纤维素焊条药皮的主要成分有:20~30%纤维素(木粉、淀粉、酚醛树脂粉、微量纤维、麦粉等);8~12%碳酸盐(碳酸钠、碳酸钾);8~20%铁合金;20~35%金属氧化物(氧化铝、氧化镁、氧化铁、氧化锰、氧化钛、氧化硅等)。在焊接过程中,会分解出大量的气体:一氧化碳、二氧化碳、氢气、水蒸汽等,对焊缝有很强的保护作用,并且电弧吹力大,熔滴过度显喷射状。
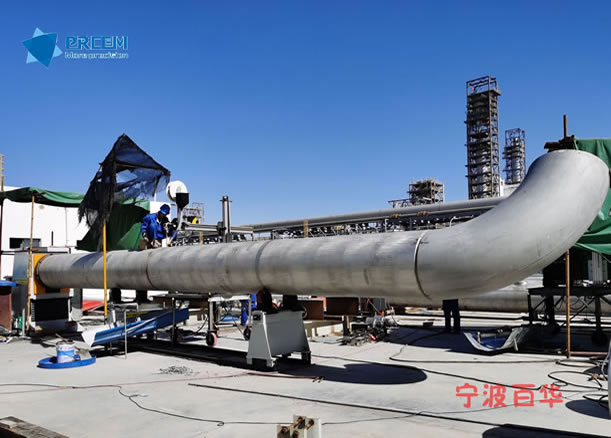
纤维素焊条向下焊的主要特点是熔深大、穿透力强、根部打底焊单面焊双面成形好、气孔敏感性小、熔渣少,焊缝质量高,操作难度相对低。常见的有:高纤维素钠型和高纤维素钾型,如J425G、J555、J506X、E6010、E6011、E7010、E7011等等。大工程管线焊接必需取得金属管道“下向焊”焊工合格证才可上岗焊接。

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: