总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
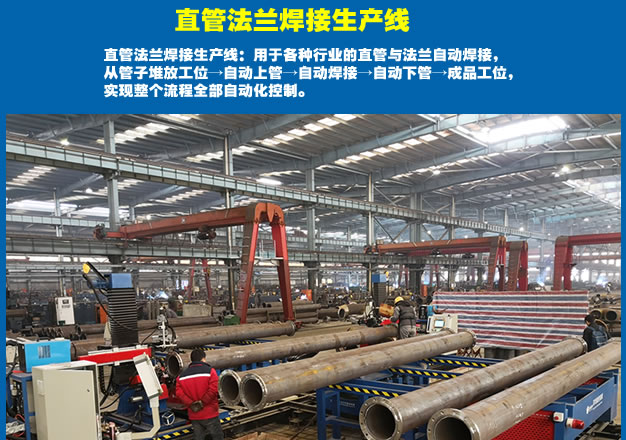
下面介绍下管线组装焊接:
1) 管道组装前,应将管内污物清理干净,并将管端20mm以内的油污、浮锈、熔渣等清除干净,并不得有裂纹、夹层等缺陷。
2) 管线组焊时,为防止焊接出现裂纹及减少内应力,不得采用任何方式的强行组对。
3) 弹性敷设管道与相邻的反向弹性弯管之间以及弹性弯管和人工弯管之间应用直管段连接,直管段长度不应小于600mm。
4) 管道焊接应采用多层焊接,严禁一次堆焊。施工时层间熔渣应清除干净,并进行外观检查,合格后方可进行下一层焊接。
5) 管线焊接时,每道焊口必须连续一次焊完,焊道层与层之间的间隔时间采用下向焊时应小于或等于3~4min,采用上向焊时应≤5min。
6) 不准在同一焊道上使用不同牌号的焊条。各层间接头必须错开20~30mm,。每焊完一道焊缝应在气流方向上方距焊口100mm处用塑模打上施焊焊工的代号,并做好记录。管道焊接间断时间两小时以上时,必须用盲板临时封堵管端,防止杂物进入管内。
7) 施焊时,环境温度若低于5℃,L360钢级应在焊口中心的两侧各50mm内的管段上均匀预热至100~150℃,且焊接过程中的层间温度不应低于预热温度。
8) 根据试焊评价确定焊接工艺方法,需要对异种金属在焊接进行预热时,预热温度应按可焊性较差一侧的钢材确定。
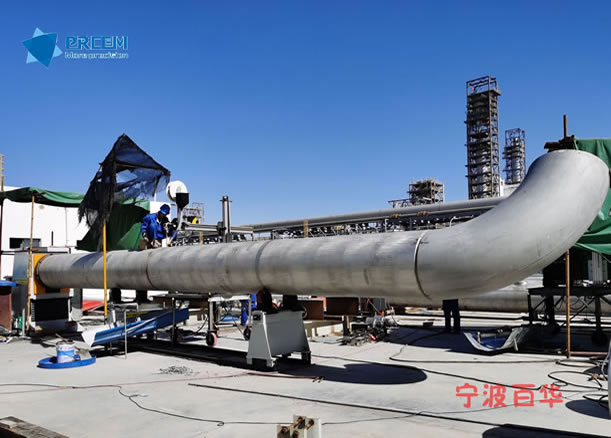
9) 应采取保护措施防止雨、雪、风沙对焊接质量的影响,在未具备保护措施之前不得施焊。
10) 凡是用内对口器组装管道,可不进行点焊。第一遍焊接不低于该焊口总长度的 50%,对口器卸走后,继续完成根焊。而用外对口器或无对口器组装时应进行点焊,点焊应均布4~6处,点焊总长度不小于焊道总长度的50%。
11) 不得在管壁和非施焊处引弧和试验电流,凡是被电弧烧伤造成的管壁伤痕都应 用砂轮磨去,打磨后的管壁厚度不得低于管壁厚度的90%,否则应将该段管子切除。
12) 每遍焊完后焊工应认真检查清根,除去表层气孔、夹渣等缺陷,砂轮粉末也应清除;
13) 使用的焊条直径、焊接极性、电流、电压、焊接速度、运条方法等应符合焊接工艺规程要求。

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: