当前管道焊接施工面临的相关问题有哪些?
低C微合金控轧及加速冷却后将会出现管线钢,且力学性能较强。但焊缝是属于电弧熔化的一种组织形式,其强韧性匹配程度水平较低,在使用过程中倘若与母材韧性匹配存在着很大的难度。在经过X80管线钢的相关检验后得出,当管线钢强度级别增强时,其环焊接头达到高强匹配的难度将逐渐增加。这就使得管线钢强度的大大增强,给研制高强度、高韧性焊接材料造成了较大的麻烦,而现场环焊缝的焊接对于高强度管线钢运用有着很大的阻碍。
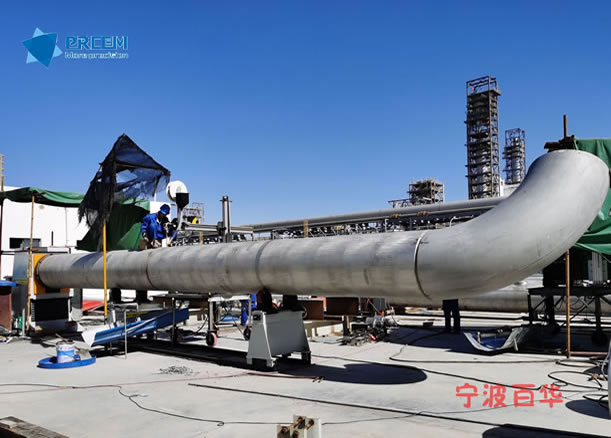
焊接施工作业点对于整个管道建设而言,其能够出现不同情况的变化,由于自然环境出现的清理复杂,使得长输管道的施工常出现很多不同的因素影响,如:人文环境、地质形貌、气候条件等。管道施工的焊接工艺要想达到各种焊接环境的需要,就必须保证管道施工的焊接工艺呈现多种形式。但是当前管道环焊缝最为普遍运用等不断变化的同时,焊接施工劳动强度也会随之增强,当前的自保护药芯焊丝半自动焊工艺却难以满足今后的管道建设需要。
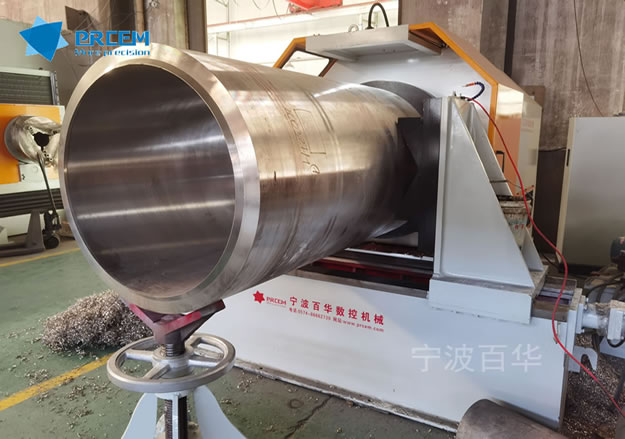
管道焊接施工大多采用流水作业方式,根焊完成的速度决定了整条管道建设的效率。而焊部焊缝中的未熔合、未焊透、咬边、内凹等缺欠是影响管道安全的重要因素。因此,根焊的质量和速度是管道建设的关键环节。目前管道建设常采用的根焊方法有纤维素焊条电弧焊、数字电源熔化极气保护半自动焊和内焊机熔化极气保护自动焊等,几种方法在焊接工艺性、焊接质量和焊接速度等方面各有所长。管道技术人员仍在不断开发新的高质量、高效率的根焊方法。
纤维素型焊条在使用过程中其电弧吹力大,且工艺效果显著,能够在单面焊双面成型的根部焊接中发挥作用。自保护药芯焊丝由于半自动焊,其操作形式较为优越,且位置能够快速成型,熔敷性能好,使得焊工对于此项技术很好的把握。这类形式的焊接方法主要用在野外环境下的施工,在当前的管道焊接施工中也是极为普遍的方式。伴随着管道输送压力和钢管强度级别的有所改善,给环焊缝的强韧性制定了更加严格的标准,难以满足自保护药芯焊丝产品的生产需要。
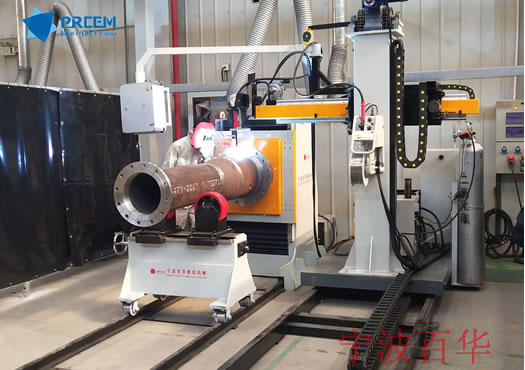
熔化极气保护焊过程中,在焊接区中的优越性体现在维护边界,生产快速,能够实施自动化生产,且采取必要的全位置焊接。这使得该技术在长输管道焊接中的自动化焊接方面得到了充分的运用。自动焊焊接的特点在于效率高、消耗低、稳定型好,对于恶劣的环境条件中使用效果显著。对于坡口形式的标准更加高,当其难以达到标准需要时,则将导致管口组织的精度较差,导致烧穿、未焊透、未熔合等问题。这就需要在焊接施工现场结合配管端坡口的相关形式做好处理,以保证最终的精度达到相关的要求。但在外界因素的影响下,自动焊接施工涉及到的范围较大,而焊接机组需经过一个调整时期,这对改正焊接作用的发挥有着很大的阻碍作用。



 联系我们
联系我们


 当前位置:
当前位置: