总机 : 0574-8628-3050
销售 : 0574-8666-2730
0574-8666-2960
0574-8666-2930
158-6954-3007(李先生)
传真 : 0574-8628-3350
邮箱 : bh@prcem.com (综合)
sales@prcem com (销售)
hr@prcem.com(人力)
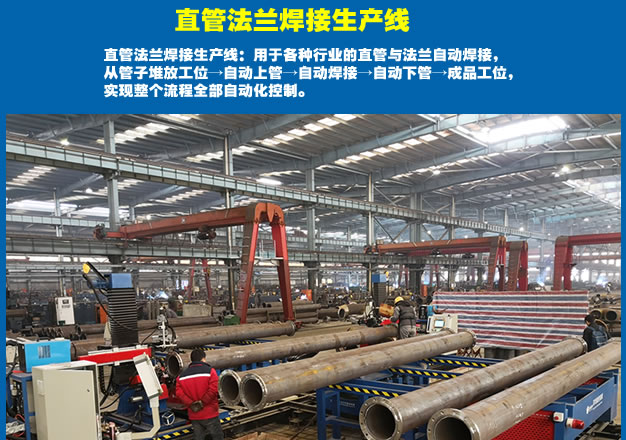
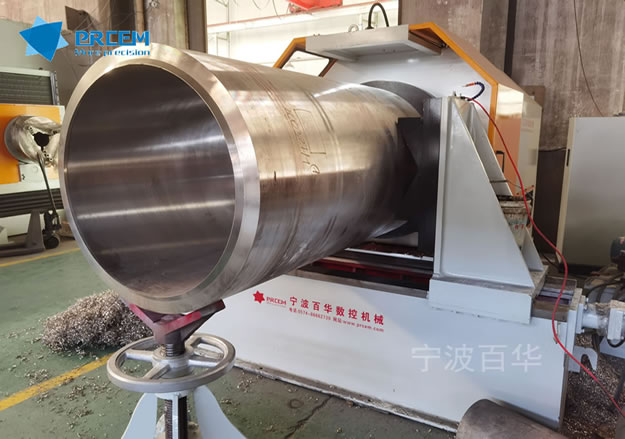
 焊前的坡口加工质量对于提高焊接质量和焊接效率至关重要,在管子加工过程中为满足碳钢、不锈钢、合金钢、铸铁等不同材质的管子无论手工焊接还是自动焊接所需要的坡口加工,目前一般采用半自动火焰/等离子切割、磨光机打磨或车床车削这几种加工方式,采用传统的半自动火焰/等离子切割加工的坡口表面粗糙、有弧坑且切割飞溅、烟尘大且被加工件在受热后金属晶体容易发生变化,引起被加工件的耐温、耐压性能降低,加工后坡口面打磨修复工作量太大且不环保;如采用车床切屑坡口,加工管径和长度均受到限制,对大直径的钢管来说,不管是装夹还是吊装上管都很不方便,另外车床加工是采用管子旋转进刀机构固定的方式,难以自动控制管材加工的长度精度,对于存在一定弯曲度和椭圆度的大管、长管来说采用管子高速旋转进行车削加工尤其难以操作且不安全。
焊前的坡口加工质量对于提高焊接质量和焊接效率至关重要,在管子加工过程中为满足碳钢、不锈钢、合金钢、铸铁等不同材质的管子无论手工焊接还是自动焊接所需要的坡口加工,目前一般采用半自动火焰/等离子切割、磨光机打磨或车床车削这几种加工方式,采用传统的半自动火焰/等离子切割加工的坡口表面粗糙、有弧坑且切割飞溅、烟尘大且被加工件在受热后金属晶体容易发生变化,引起被加工件的耐温、耐压性能降低,加工后坡口面打磨修复工作量太大且不环保;如采用车床切屑坡口,加工管径和长度均受到限制,对大直径的钢管来说,不管是装夹还是吊装上管都很不方便,另外车床加工是采用管子旋转进刀机构固定的方式,难以自动控制管材加工的长度精度,对于存在一定弯曲度和椭圆度的大管、长管来说采用管子高速旋转进行车削加工尤其难以操作且不安全。主要装备有PCM管道切断坡口机、PDM管道高效切断坡口机、CTA数控管道切断坡口加工中心等。

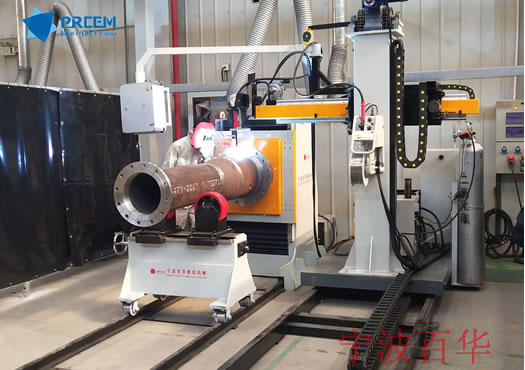
主要装备有PSM管道切割带锯床、PBM管道坡口机、PEM数控管道高速坡口机
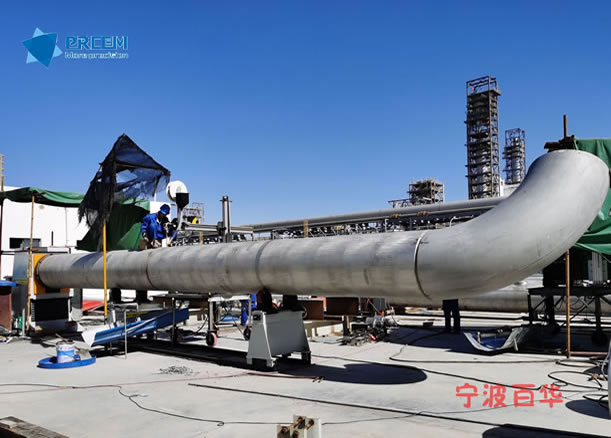
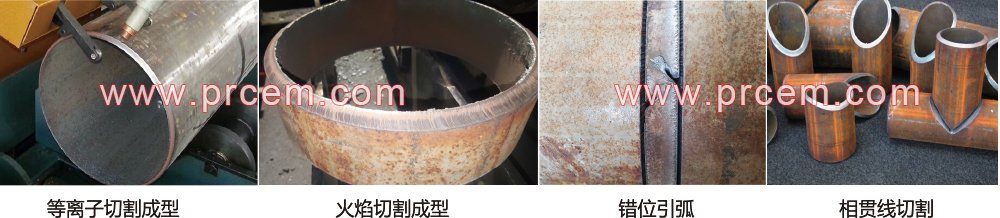
加工质量相比以上两种方式较差,但加工效率极高,对允许用热加工的管材是较为理想的加工装备;主要装备有PGM滚盘式数控定长切割机和PHM数控相贯线切割机。

 联系我们
联系我们宁波百华数控机械有限公司
总机:0574-86283050 传真:0574-86283350
销售:0574-86662730 邮箱:bh@prcem.com (综合)
0574-86662960 sales@prcem com (销售)
0574-86662930 hr@prcem.com (人力)
158-6954-3007(李先生)



 当前位置:
当前位置: